Som eksempler kan nævnes kold- og varmsmedning, sænksmedning, kalibrering, planplanering, prismeplanering, prægning af vulster, knopper og forsænkninger, prægning af mønstre og tekst.
Et eksempel på det sidstnævnte er prægning af mønter. Hvad angår kold- og varmsmedning, sænksmedning og kalibrering er det et speciale, der kan skrives – og er skrevet – hele lærebøger om. Den almindelige excenterpressebruger oplever normalt kun planplanering, prægning af vulster, knopper og forsænkninger og prægning af mønstre og tekst.
Man må aldrig undlade at medtage prægeoperationen, når man beregner sit tryk- og arbejdsbehov, idet prægeoperationen kan kræve ret så store trykbehov og ved dybe prægeoperationer et ret så stort arbejdsbehov.
Vi udfører ikke prægning på Povl Møllers Maskinfabrik, men vores kunder bruger vores maskiner til at præge i metal. Det kan for eksempel være et logo eller et mærke i en bestemt kontur eller udformning i en metalplade, hvilket kræver pressekraft.
Beregning af pressekraftbehov og arbejdsydelsen ved prægning
For at beregne pressekraften ved prægning skal vi først og fremmest have fat i prægetværsnittet. Afhængig af prægets udseende er der to måder at finde dette på: Nemlig om det er et fuldpræg eller delvist præg. Forskellen kan illustreres ved følgende eksempel.
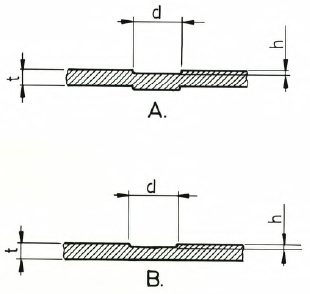
Her er A et delvist præg og B et fuldpræg. Forskellen ligger i, at der skal flyttes mere materiale i tilfælde B end i A.
Prægetværsnittet i tilfælde A beregnes som omkredsen af præget gange pladetykkelsen, og ved cirkulær prægning bliver det:
\[O_{delvistpræg} = \pi \cdot d \cdot t\]
Idet det stort set kun er ”lokkebrikken”, der skal flyttes. Hvor d er diameteren på præget, og t er pladetykkelsen.
I tilfælde B skal vi flytte alt materialet i hele prægearealet ud til omgivelserne, derfor bliver prægetværsnittet ved en cirkulær prægning i dette tilfælde lig med arealet:
\[O_{fuldpræg} = \frac{\pi}{4} \cdot d^{2}\]
Den nødvendige pressekraft for denne prægning er så:
\[P = R_{0,2} \cdot O\]
Hvor R er flydespændingen for materialet, og O er prægetværsnittet.
Den nødvendige arbejdsydelse for prægningen findes ved den sædvanlige formel for arbejde, som er kraft gange vejlængde:
\[W_{præg} = P \cdot h\]
Arbejdsydelsen er ofte den parameter, som de fleste sprænger over, når de vil beregne, om pressen egner sig til fremstilling af deres emner, men det er en stor fejl. For hvis det kræver mere energi at fremstille sit emne, end motoren kan nå at levere til svinghjulet inden næste presseslag, så går svinghjulet i stå.
Beregningseksempel for delvis prægning
Hvis det antages, at man ønsker at lave cirkulær, delvis prægning med et ø15 mm stempel 0,3 mm dybt i en 2 mm plade, som har en flydespænding på 280 N/mm2, så beregnes pressekraften og arbejdsydelsen som følger:
Først findes prægetværsnittet:
\[O = \pi \cdot d \cdot t = \pi \cdot 15\ mm \cdot 2\ mm = 94,2\ mm^{2}\]
Pressekraften bliver herved:
\[P = R_{0,2} \cdot O = 280\frac{N}{mm^{2}} \cdot 94,2\ mm^{2} = 26.376\ N \approx 26,4\ kN\]
Det nødvendige arbejdsbehov for at udføre denne prægning bliver herved:
\[W_{præg} = P \cdot h = 26,4\ kN \cdot 0,3\ mm = 7,92\ J\]
For at lave denne prægning, skal der derfor bruges en pressekraft på 26,4 kN (2,7 ton) og knap 8 J i arbejdsydelse.
